

產品概述: 上海諾廣減速機廠生產 S系列斜齒輪蝸輪蝸桿減速

產品特點:
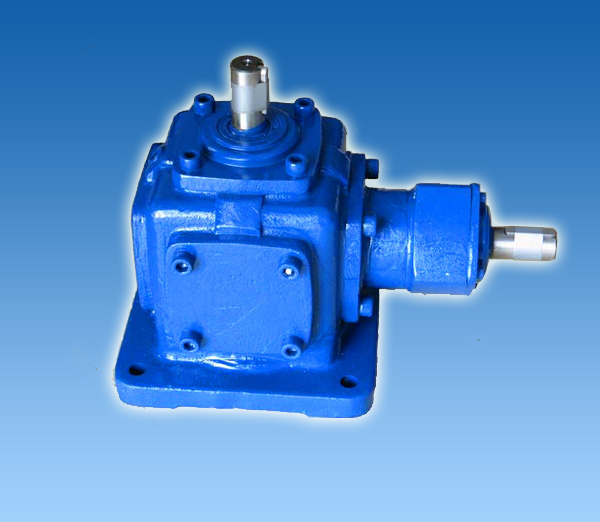
T螺旋錐齒輪換向器產品特點: &
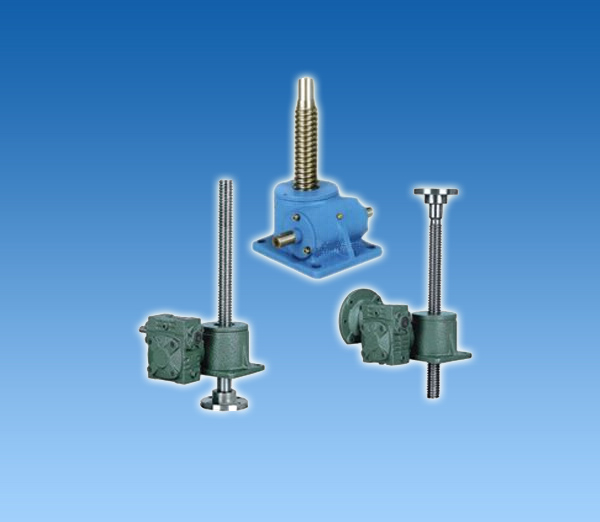
產品特點: 上海諾廣減速機廠生產 SWL絲桿升降機

使用范圍:
產品說明: 1、按輸出方向分主要有兩種:直線
為了確保換向器有一個長的運轉壽命,在加工換向器的時候,應特別注意以下幾個方面。 a、換向器完成表面的粗糙度:為了碳刷能在換向器表面既快速又平穩的運行,換向器的表面必須有一定的 峰谷高度,經驗表明,為了避免產生過大的摩擦系數,換向器表面沿軸向測 量時 的峰谷高度為 時為最佳,在這個高度的前題下,車床紋數越多越好。同時,換向器的軸線在整個銅片長度上應該是平穩的運行,如果換向器的表面太光滑,碳刷在換向器表面運行的摩擦系數就會增大,甚至于爬行而發出咯咯聲。在這種情況下,換向器表面就不能形成正常的金屬氧化膜接觸層,電火花會使換 向器表面涂色不均,從而增大碳刷的磨損。有好的一種情況是,在這種情況下換 向器有時會因為火花放電而變得粗糙起來,持續一段時間后,碳刷最終會變成平穩的運行。但多數會因為這種不平穩的運行使換向器變得不圓,碳刷會很快磨完,從而使馬達短命。為了保證換向器表面有希望的峰谷高度,必須控制車床時車刀的角度/走刀速度和進給量。 在我們公司,車刀的角度主要有兩 和走刀速度有每英寸 300r, 600r, 700r, 1000r 等,進給量最后一刀為 0。05-0。10mm。 各種刀紋及切削要求如下表所示。車刀尖角度切削紋數完成表面 (Rz) 另外還可以用砂紙打磨換向器表面來達到希望的換向器表面的粗糙度,一般是選用某種型號的砂紙,規定打磨換向器的時間來達到希望的效果。 b、換向器的不圓度 換向器的不圓度指偏離換向器圓周面的表面的偏離程度,它們可能是有序的,也可能是雜亂的,例如換向器的平面部分強度不夠,在移動中或受到高溫沖擊時變形 單個或幾個換向器銅片在加工中因受振動而突出換向器外圓表面。引起換向器不圓度的原因可分成兩種情況,一種是在加工中產生的,例如車削。在車削工序中,產生換向器不圓度的原因有幾點: 整個車床或它的支架在振動,夾緊工具未夾緊,刀具太鈍,切削速度太快 (推薦采用 160 - 200m/min 的切削速度),刀具裝鈄或切削平面與旋轉軸心有偏距。也可能是夾頭盤與定位 錐頭沒有正確的鎖定,可能是車床的導軌污物或偏斜。 也可能是換向器內孔中心與旋軸加工中心不對齊等等。另一種是在馬達的運行中產生的,在運行中產生換向器不圓度的原因,可能是線圈受損,換向器偏心,或選錯了換向器的材料等。通常說如果換向器圓度超差,肯定會減少碳刷的壽命。

齒輪換向器與碳刷的摩擦力使換向器運行不正常,導致碳刷周期性的振動,在運轉中,使換向器與碳刷的接觸周期性的斷開。由于火花放電,會使碳刷上留下燒痕,經過很短時間的運行,換向器的不圓度就會增大。 從而導致碳刷更快的磨損從而使馬達短命。換向器的摩擦力直接影響碳刷的壽命,導致碳刷的磨損加快,我們應該在任何設計中都盡量避免它。
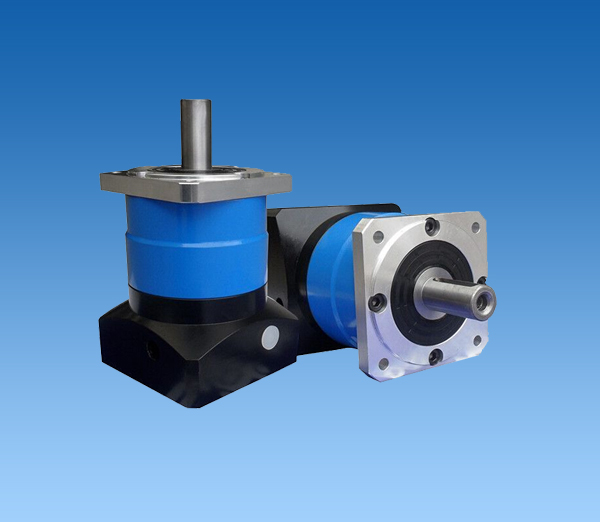
本公司提供其他產品有齒輪馬達,齒輪加工,蝸輪蝸桿,微型擺線針輪減速機,無級變速機,齒輪換向器,蝸輪減速機,絲桿升降機,齒輪加工,精密行星減速機,減速機配件加工,螺旋錐齒輪減速機,斜齒輪硬齒面減速機。更多齒輪換向器產品信息內容請查看網站本網站鏈接來自:http://www.zezhua.cn/clhxq/c232.html
上一篇:蝸輪蝸桿的普遍使用小常識
下一篇:蝸輪蝸桿在傳動中優缺點


在線客服1:
在線客服2:
商務客服:
服務時間:
9:00-18:00(工作日)


