

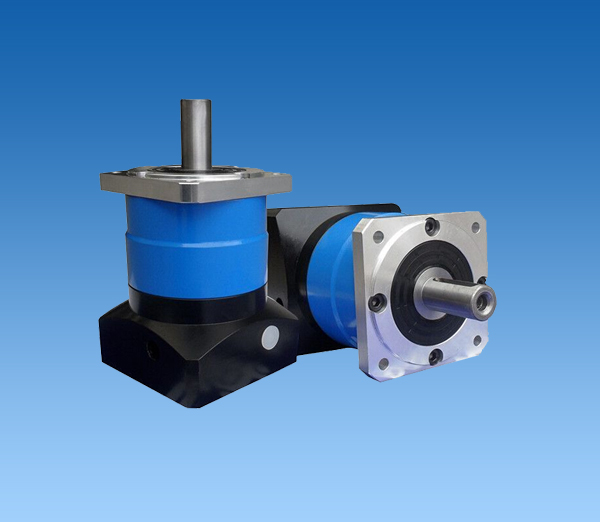
產品概述: 上海諾廣減速機廠生產 S系列斜齒輪蝸輪蝸桿減速

產品特點:
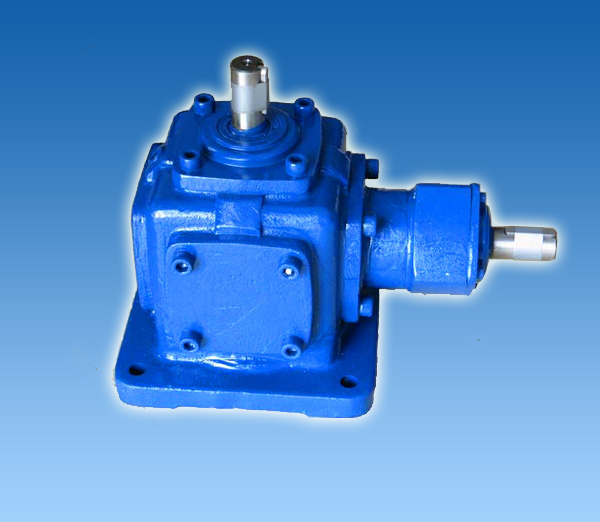
T螺旋錐齒輪換向器產品特點: &
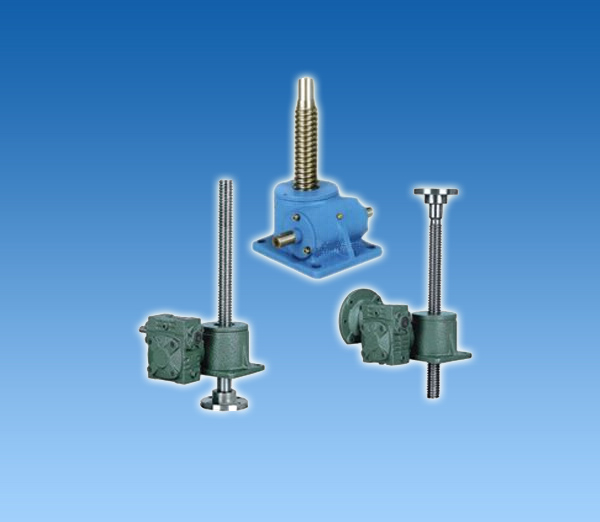
產品特點: 上海諾廣減速機廠生產 SWL絲桿升降機

使用范圍:
產品說明: 1、按輸出方向分主要有兩種:直線
齒輪加工最不能離開誰,你知道嗎?我們就拿傘齒輪加工做個例子。
傘齒輪加工一般用銑床,立式銑床和臥式銑床所使用的銑刀是不同的,在立式銑床上不要用指形齒輪銑刀,因為指形齒輪銑刀制造成本高、易損耗、使用中排屑散熱效果差等缺點,所以較少采用。
傘齒輪加工一般情況下多采用盤形齒輪銑刀在臥式銑床上來加工,傘齒輪盤形齒輪銑刀的齒形是按傘齒輪的大端齒形制造,厚度按傘齒輪小端制造。
傘齒輪加工加工前,按齒數選擇刀號,輪坯安裝在心軸上,心軸裝夾在分度頭上,調整分度頭的仰角與傘齒輪的齒根線與中心線的夾角ψ的角度一致,輪坯找正銑刀對中心,按大端模數銑至全齒深h=2.2m,測量大端齒厚,銑出全部齒槽。
然后銑大端兩側余量,工作臺有一個橫向位移量,計算公式是S=mB/2L(m--模數、B--齒面寬、L--節錐半徑),旋轉分度頭,使銑刀一側刃剛好蹭到小端齒槽一側,銑后測量大端齒厚,這時的大端齒厚為實際齒厚+1/2的余量,(注意:工作臺移動方向與分度頭轉動方向相反),用同樣的方法銑另一側余量,直至銑完全部齒槽。
上一篇:齒輪加工要分的兩個重要階段
下一篇:齒輪加工的這些方式建議了解一下


在線客服1:
在線客服2:
商務客服:
服務時間:
9:00-18:00(工作日)


